Japanese
Japanese


















真空理論
 |
真空レベルが高くなるほど、必要なエネルギーが大きくなります表面に置かれる吸着カップの内部で真空が生成した際に、吸着カップは、それ自身だけでなく、高い外部の圧力のお かげで表面に付着します。つりあげ力は、接触面と真空レベルに比例します。真空レベルが60%から90%に増加した 場合、つりあげ力は最大1.5倍まで増加します。エネルギー消費を制限するには、吸着カップの表面面積を増加させ る代わりに、真空レベルを制限するのが好ましい方法です。 |
||||||||||||
 |
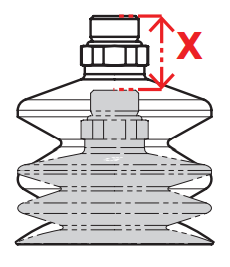
表面と構造対象物の寸法を示すのと同様に、視覚的評価により対象物が曲面か平坦かどうかを識別します。 表面に最も合った吸着カップを使用することが非常に重要です。対象物の構造の分析はさらに役立つ可能性があり ます。 より慎重な検査により、吸着カップの使用の制限に加えて、漏れの可能性を示す一定の粗さを明らかにする可能性 があります。 |
||||||||||||
 |
空隙率材料の空隙率はどれだけか?この質問は、吸着カップのフォーマットの定義のために、またポンプのサイズ設定のた めに非常に重要です。空隙率は、減圧の対象となる材料を通過する、大気圧でのエアの量として定義されます。ガラ スはエアを通過させることはありませんが、例えば紙には微細な空孔が多数あります。 |
||||||||||||
 |
材料その特定の用途を実施するのに必要な動作温度をチェックすることがしばしば必要です。 熱成形のような非常に高い温度、または非常に低い温度では、特殊な化合物で作られた吸着カップの使用が必要で す。その後の印刷の実施を困難にする小さな粒子(ハロー)の放出のリスクがある場合でも、シリコーンは最高のソリ ューションです。この場合、当社のHNBR吸着カップが理想的なソリューションです。 |
||||||||||||
 |
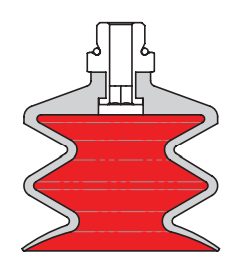
吸着カップの選択対象物の重量とサイズが決定されたならば、吸着カップのタイプと直径を決定しなければなりません。利用可能な最 大の吸着カップの使用により、真空レベルを下げることができます。 このソリューションは、短い真空排気時間、少ない電力消費、長い吸着カップ寿命などの多くの利点を提供します。 |
||||||||||||
 |
パラメータ
|
||||||||||||
 |
検証すべき役に立つパラメータ
|